Descripción del problema: Después de un año de funcionamiento, apareció el efecto de acuñar el eje del mezclador (¡solo uno!), Al que no presté mucha atención. Comenzó a girar antes de usar. Pero recientemente el eje se "atascó" con fuerza. La razón preliminar es el azúcar. Probablemente, la cuña sea consecuencia de la caramelización (azúcar "agarrado" con hierro como epoxi). Decidí desmontar y hacer detección de fallas. E inmediatamente, tuve dos problemas más.
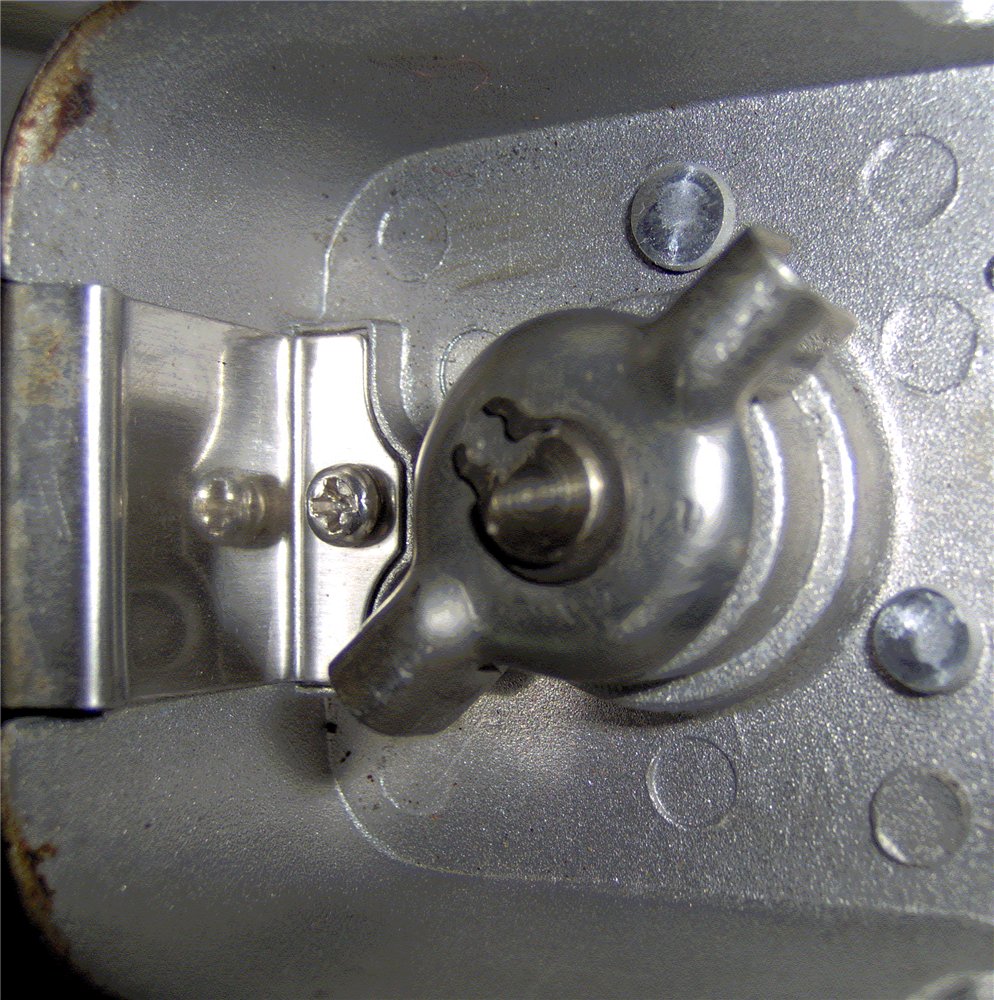
1) El eje está atascado, junto al cual el clip de resorte "colgaba" (la placa fijada con un tornillo, ver en la figura). Esto se puede ver e influir en el flujo de jarabe debajo de la glándula. Comencé a apretar el tornillo con un destornillador Phillips, arranqué las ranuras y el tornillo estaba firmemente atascado. Lo retorció con unas pinzas durante una hora. Corregí el hilo con un golpecito y casi corté el fondo con su extremo afilado. Si repite el experimento, es recomendable embotar el extremo del grifo del afilador.
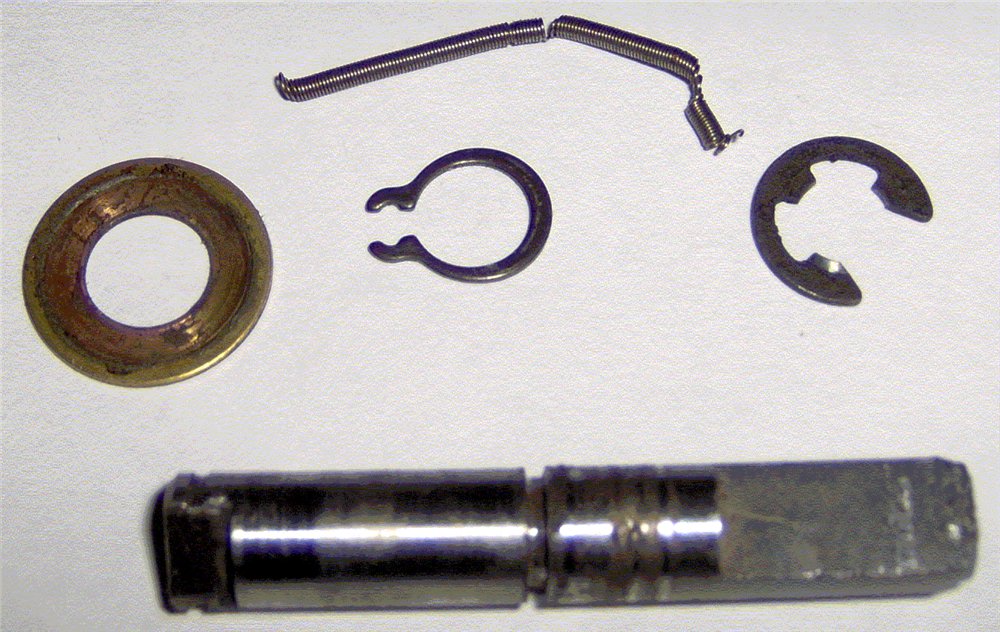
2) Luego comenzó a presionar el eje con un ligero golpeteo. Y luego se topó con él: resulta que debajo de la goma del casquillo en el eje hay una arandela de resorte y un resorte con un diámetro de 1,6 mm en forma de anillo. Esta primavera, en forma desgarrada, presioné a través de la glándula de las encías, rompiéndola.
Aquí hay una foto del ensamblaje del agitador:Eje y accesorios
Medio de acoplamiento

Nodo PSh

Caja de porquerías

Unidad de agitación SB
No tenía garantía para el horno. El servicio no repara el balde y no da consejos.
En los libros de referencia, no existe tal glándula (manguito reforzado) 8x18x7 versión 2 en GOST, sino solo en DIN (importación). Llamo a diferentes empresas de caucho, que en el acceso más cercano, hay otros productos de caucho, pero no hay sello de aceite necesario. Los sellos de vástago de válvula de automóvil no encajan.
Mirando más allá, lo encontré. Hay una buena compañía, hablan un lenguaje técnico puro y están dispuestos a ayudar. Agarro un balde, comida. Con calma, con ajuste, en 15 minutos en una máquina CNC por medio millón de euros, con velocidad vertiginosa y precisión, amo un sello de goma resistente al calor por 160 rublos (120 + 40 por velocidad). Acepto guardar la configuración en la máquina, si alguien quiere usar este canal, averiguo qué pueden enviar los chicos por correo. Voy a la tienda, compro grasa PMS-200 (más viscosa que PMS-100), engraso todas las superficies de roce del conjunto, recojo y horneo pan. Lo único negativo es girar, no fundir, la superficie es rugosa, se pega un poco, creo que el aceite de girasol ayudará. En esta tienda "CHIP y DIP" (contacto - ver más abajo) puede pedir grasa por correo. Precio -64 rublos.
Fotos:Este es nuestro sello de aceite
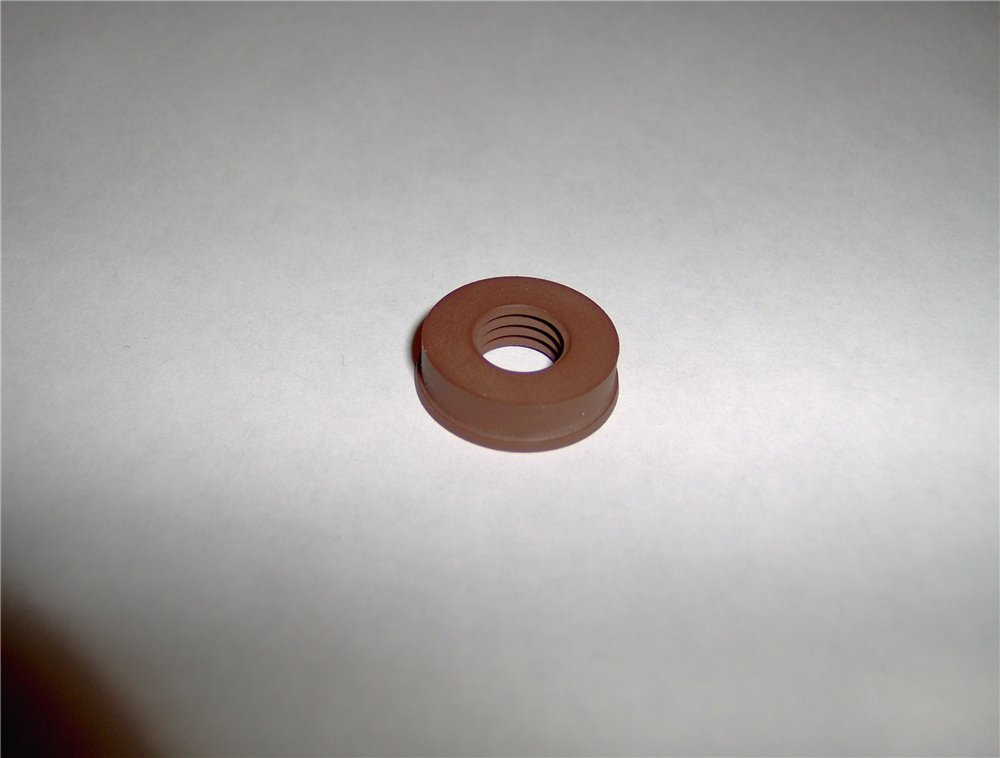
Y este ya esta en el balde
Grasa
Ahora lo principal:Un análisis preliminar del diseño del cucharón mostró lo siguiente:
1) La cubierta del cubo es lo suficientemente resistente. Si quita la masa quemada solo después de remojarla un poco en agua tibia y quitar cuidadosamente la masa con la mano, el balde durará lo suficiente para sobrevivir al desgaste de las partes giratorias.
2) El eje y el cojinete deslizante (p / w) están hechos de acero en bruto (dudo que p / w esté hecho de hierro fundido gris y el eje esté cementado). Sin moler, ya que no está caliente. Gran juego - compensación térmica.
3) El eje p / w no es coaxial al eje del orificio del casquillo (probablemente el espacio entre la brida del cucharón y el orificio en el área p / w). Esto significa que esta compensación se debe a la elasticidad del prensaestopas (el anillo de resorte ayuda a agarrar).
4) Las placas de resorte-retenedores en la parte fundida del cucharón están mal fijadas y no centradas, entonces hay una desalineación del eje del mezclador y el eje del engranaje de transmisión. Esto es ruido y mayor desgaste de los acoplamientos.
5) Después de leer un fragmento del artículo "Diagnóstico de los fabricantes de pan Moulinex" sobre Mulya en R&S No. 9 p. (“La presencia de una correa dentada y engranajes de gran diámetro en la parte mecánica del accionamiento degrada las características dinámicas del sistema giratorio. Este sistema cinemático es más rígido que los tradicionales utilizados por otros fabricantes.Tiene un funcionamiento menos suave y un mayor ruido durante el funcionamiento. "), Me di cuenta de que la ubicación de las batidoras también es un punto importante. Si se paran a 90 grados al moverse hacia, entonces en el momento en que se corta la masa (cuando las batidoras se encuentran) habrá un impacto y microdeformación del par de fricción ...
6) La inspección del eje extraído (ver foto) mostró que el azúcar caramelizado también se pega en el área de la glándula. Contamos con una leva giratoria, donde a través de las zonas de no adherencia del retén y el eje, el jarabe pasa con un silbido a la zona más caliente de p / w. Después de enfriarse, una cuña.
Conclusiones:1) ¡Que no cunda el pánico!
2) Compramos PMS-200 por correo y lubricamos el par deslizante antes del trabajo.
3) Quien tiene mucho desgaste, en cuanto se saca el pan, gira el eje con un agitador o desde abajo para el acoplamiento. Debería ayudar a evitar una cuña, especialmente porque el cubo se enfría rápidamente. Por favor, tome precauciones. ¡El cubo está caliente! Cuando la temperatura desciende (se puede tocar el balde), el balde problemático sin lubricación se puede remojar entero y luego, tomando agua tibia, dejarlo actuar en modo amasado para disolver la capa adherida en el eje y en el área de la glándula. Simplemente no mojes el balde caliente. Echa a perder el revestimiento.
4) Sobre la lubricación. Si el PMS no está disponible, pruebe Weldtite Teflon Spray (para bicicletas). Tiene un gran poder de penetración, solo que hasta que se evapora huele fuerte.
5) comprobar la sujeción de las placas mencionadas anteriormente. Sin fijación, aumentará el desgaste.
Enlaces:------------------------------
Fluidos de polimetilsiloxano
Aceite de silicona PMS-200 (botella PET con pico), 20 ml.
Aceite de silicona (silicona líquida) PMS-200 GOST 13032-77 (CAS No. 63148-62-9)
Diseñado para la lubricación de piezas ligeramente cargadas en unidades de fricción y rodamiento en electrodomésticos, equipos domésticos y de oficina. En productos para el cuidado del automóvil: para lubricar sellos de goma, tratamiento hidrofóbico de cables y piezas de alto voltaje.
Inercia absoluta. Líquido separador.
Hidrófugo.
Apariencia: líquido transparente
Viscosidad (en centistokes): 200 cSt
Temperatura de trabajo: -50 a + 2000C
Volumen: 20 ml.
Embalaje: botella de PET
Embalaje: 10 uds. en termorretráctil
www .chip-dip. ru / catalog / show / 2198.aspx ¿Por qué PMS-100?
Porque está aprobado para su uso en la industria alimentaria, por ejemplo
www. lakmar.com. ua / catalog / use / 9 /
-------------------------------------------------------------------------
Fabricación de sellos de aceiteSPb, firme "ROST"
www. rost-holding. ru / about / nuestro perfil R04
www. rost-holding. ru / manufacturing / 46 / manufacturing92.html Gerente - Pavel (primero con él)
Operador de máquina - Ivan
Las fuentes están en su computadora
Moulinex \ 5002
dos archivos
bwr04 + r04.PDF
r04 + bwr04.PDF
---------------------------------------------
PDUna opción no probada para los Samodelkins. Lo guardé en reserva. Idea (no probada) - para el caso en que es urgente hacerlo, pero no hay lugar para llevar repuestos (fabricación "en la rodilla").
Por lo tanto, las adiciones son más apropiadas aquí, pero para la crítica.
Aquí necesitamos una caja de metal de calibre 16 VACÍA (encontrada accidentalmente o donada por un cazador para esta ocasión, no comprada para almacenamiento u otros propósitos ilegales).
Valor: Base (agujero de imprimación) delgada, resistente y adecuada para taladrar el agujero central.
----------------------
Entonces:
Perforamos la cápsula debajo del tornillo largo existente y con una lima hacemos dientes de 0.5-1.0 mm de altura. Geometría, como una hoja de sierra para metales.
Un caso extremo es hacer muescas en los dientes con un cuchillo. No apriete demasiado la manga para que no se deforme. Insertar tornillo de cabeza plana + arandela desde el interior, arandela + tuerca desde el exterior. Estamos apretando. Conseguimos una fresa.
A continuación, necesita un fluoroplástico (también conocido como teflón). El caso ideal es un plato o una sábana. Luego insertamos nuestro tornillo en el mandril de pinza del taladro y lo cortamos a baja velocidad. No olvide las precauciones de seguridad.
Soltamos la tuerca, retiramos el tornillo del portapinzas, sacamos el cilindro de corte y el tornillo del manguito. Nuevamente insertamos el cilindro en el manguito hasta que se detenga y lo perforamos con el mismo taladro que usamos para la imprimación. Antes de perforar, exponemos el taladro al mandril, para que llegue a la profundidad del cuerpo del mandril + altura del cilindro - 2 mm. Desde abajo apoyamos el cilindro con algo al taladrar. A continuación, empuje el futuro sello de aceite fuera del manguito con el vástago del taladro y taladre el orificio de la forma habitual. Tenemos una pieza de trabajo con un agujero centrado.
Además, dependiendo de las opciones de altura -2 obtenidas. Necesitamos una altura de unos 7 mm.Si tenemos uno cercano, lo trituramos en una piel o lima (lo ponemos en una lima y lo trituramos). Una columna alta, la pasamos por las arandelas del tornillo, el tornillo, en el taladro y, como en un torno, la cortamos con una hoja de sierra para metal. Tecnología: rotación del portabrocas "alejándose de usted", o alguien sostiene el taladro o lo sujetamos, por ejemplo, en una tabla, utilizando el mango adicional del limitador de profundidad de perforación.
De la misma manera, ajustamos el diámetro y hacemos biseles usando una lima pequeña o una lija enrollada en una regla.
Operación final: vuelva a taladrar con cuidado el orificio de 7,9 mm con una nueva broca afilada.
El fluoroplástico es un material plástico con deformación permanente, por lo que un agujero desgastado se puede restaurar con una prensa (perno, 2 arandelas y una tuerca).
------------------------------------
En caso de incendio (TB):
1) al cortar un cuchillo. la hoja debe alejarse de usted, observe la perpendicularidad del corte;
2) no sujete el lienzo con la mano desnuda, enróllelo;
3) necesita fresar de ambos lados, especialmente fluoroplástico (para no socavar);
4) tómate tu tiempo, o mejor elige el diámetro exterior
-------------------------------
Si hay una placa de grosor adecuado, puede:
a) usa una "bailarina" o brújulas
b) taladrar, cortar con un cuchillo en un polígono y moler (dificultad: debe sostener el archivo firmemente para eliminar los golpes)
--------------------------------------
Tal "artesanía" puede funcionar lo suficiente para su deleite.
-------------------------------------------------------
Además de lo anterior.
No pecar sobre el retén de aceite si el eje tiene una ovalidad de 0,1 mm o más, o si está desplazado del eje del orificio más de 0,08 mm: la fuga del manguito es inevitable. No se eliminará ni puliendo el eje ni reforzando el prensado del borde de trabajo mediante una precarga adicional del muelle (acortando las vueltas). ¡Cambie el hardware!
El culpable de un sello "malo" puede ser: una ranura anular en el eje (resultado del desgaste natural del metal) o la restricción de la movilidad del borde del manguito por el extremo del orificio. En ambos casos, mueva el labio de la empaquetadura a lo largo del eje del eje
Leer,
uraldnepr. ru / publ / 1-1-0-15, artículo correcto. Esto confirma una vez más que con nuestra carga alterna, la vida útil del eje es de aproximadamente 2 años. Sin sello de aceite (puño reforzado), incluso uno nuevo no se salvará. Es nuestro
sello Funciona parcialmente por sí solo como p / w y reduce el desgaste del eje (alivia la carga cambiando el hombro, recuerde la resistencia). Plus PMS entre los labios de sellado. Por tanto, no tenemos reparaciones, sino modernización.
Escriba si tiene preguntas.¡Buena suerte! 






